 İngilizce
İngilizce Fransızca
Fransızca İspanyolca
İspanyolca
Tüm müşterilerimize özel çözümler sunuyoruz ve şirketinizin yararlanabileceği eksiksiz teknik tavsiyeler sunuyoruz.
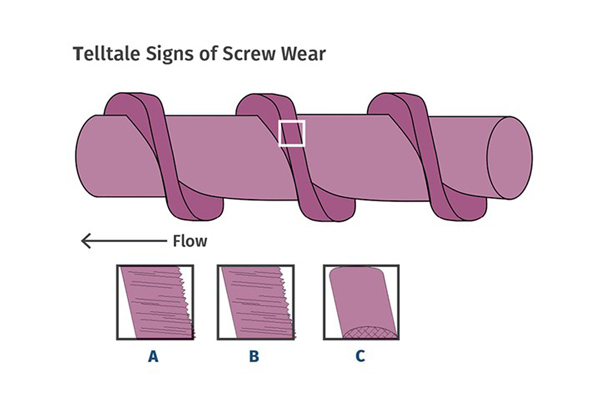
Ekstruder vidasının aşınmasının üç ana nedeni vardır.
Bunlardan ilki, esas olarak vida tasarımından kaynaklanan, vidadaki yüksek basınç bölgesindeki dengesizliğin etkisidir. İkincisi, yani namlu hizalaması genellikle en rahatsız edici olanıdır. Vida aşınmasının üçüncü nedeni aşındırıcı dolgu maddelerinin kullanılmasıdır. Çoğu zaman nedeni, kazıyıcının aşınma şekli incelenerek belirlenebilir (resme bakın).
İlk nedenden dolayı vida, sıkıştırma başlamadan önce eriyik oluşmaya başlayacak şekilde tasarlanmalıdır. Katı maddelerin tamamen tıkanmasını önlemek için vidanın geri kalan kısmında yeterli miktarda eriyik bulunmalıdır. Tasarım çok agresifse (yani sıkıştırılabilirlik çok yüksekse), eriyik aşağı yönde (hatta yukarı yönde) akmaya zorlanacak ve böylece kanalın küçük bir kısmı tamamen katılarla dolacaktır. Bu durumda vidanın katı maddeleri azalan bölgeye doğru itmeye çalışması nedeniyle basınç bir an için aşırı seviyelere çıkabilir. Vida geçici olarak katı maddelerle tıkanmış olduğundan 10.000 psi'nin üzerinde geçici basınçlar gözlemledim.
Blokaj yalnızca anında meydana gelir; bu sırada tıkaç üzerindeki yerel aşırı kesme gerilimi, bir miktar eriyik oluşturarak tıkacı geçici olarak serbest bırakır. Bu tıkaçlar, sıkıştırılmış uzunluğun tamamı boyunca rastgele ve sürekli olarak oluşturulabilir. Kanalın genişliği ipliğin genişliğinin sekiz ila dokuz katı olduğundan, hemen ileri ve sonraki uçuşun basıncı, kanalın basıncının dört ila 4,5 katına yaklaşabilir. Vidanın karşı tarafındaki basınç çok daha düşük olduğundan, vida büyük bir kuvvetle karşı taraftaki kovanın içine doğru itilir. Vidanın sıkıştırma ve dönme kuvvetleri birlikte çalışarak sert yüzeyi namlu astarına kadar aşındırır ve sert yüzeyi basitçe "yırtır".
