 İngilizce
İngilizce Fransızca
Fransızca İspanyolca
İspanyolca
Tüm müşterilerimize özel çözümler sunuyoruz ve şirketinizin yararlanabileceği eksiksiz teknik tavsiyeler sunuyoruz.
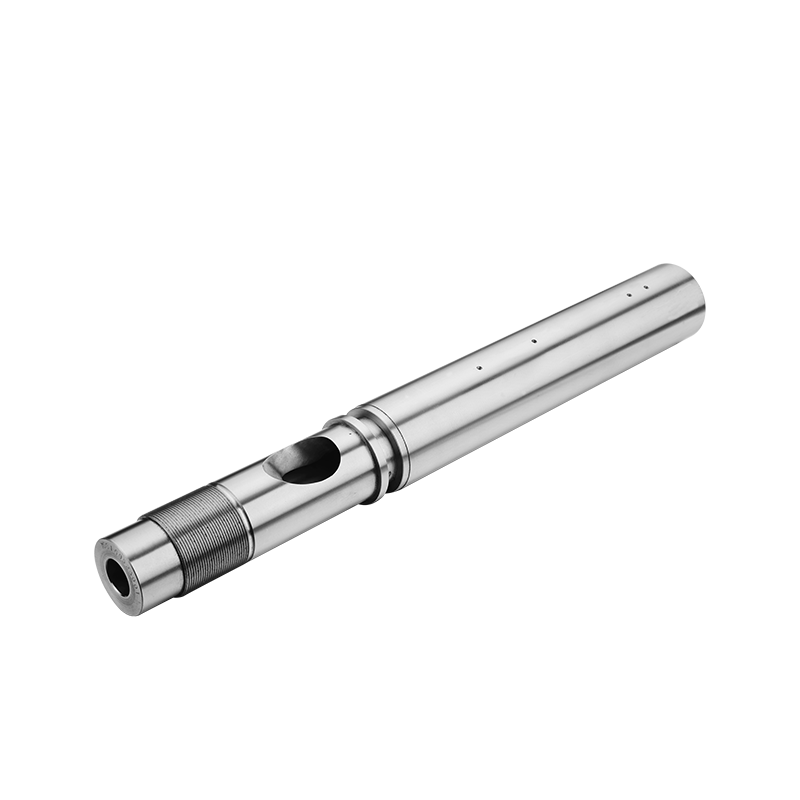
I. Enjeksiyon kalıplama makinesi namlu yapısı
1.1 Entegre namlu ve birleşik namlu
Entegre varil, entegre boşlukta işlenir. Bu yapı, yüksek üretim doğruluğunu ve montaj doğruluğunu kolayca sağlayabilir, montaj işini basitleştirebilir, ısıtma ve soğutma sisteminin ayarını ve kurulumunu kolaylaştırabilir ve ısı, eksenel yön boyunca eşit olarak dağıtılabilir.
Kombine namlu, bir namlunun birkaç namlu bölümünden oluştuğu anlamına gelir. Deneysel ekstrüderler ve egzoz ekstrüderleri sıklıkla kombine variller kullanır. İlki, farklı en boy oranlarına sahip vidalara uyum sağlamak için namlu uzunluğunun değiştirilmesini kolaylaştırmak, ikincisi ise egzoz bölümünü ayarlamaktır.
1.2 Bimetalik varil
Namlu malzemesi gereksinimlerini karşılamak ve değerli malzemelerden tasarruf etmek için birçok varil, genel karbon çeliği veya dökme çelik matrisin içine alaşımlı çelik burçla kaplanmıştır.
1.3 IKV varil
IKV namlusu, Alman IKV Enstitüsü tarafından geliştirilen ve aşağıdaki özelliklere sahip yeni bir namlu türüdür:
Namlu besleme bölümünün iç duvarında uzunlamasına oluklar açılır veya katı taşıma hızını artırmak için konik bir şekilde işlenir.
Malzemenin katı sürtünme özelliklerini korumak için besleme bölümünde namlunun zorla soğutulması.
1.4 Besleme portunun şekli ve konumu
Besleme portunun şekli ve namlu üzerindeki açılma konumu, besleme performansı üzerinde büyük etkiye sahiptir. Besleme portu, malzemenin köprü oluşturmadan serbestçe ve verimli bir şekilde namluya eklenmesini sağlamalıdır. Tasarım yaparken besleme ağzının besleme cihazı kurmaya uygun olup olmadığı, temizliğe elverişli olup olmadığı ve bu bölümde soğutma sistemi kurmaya uygun olup olmadığı da dikkate alınmalıdır.
II. Namlu malzemesi ve mukavemet hesabı
2.1 Namlu malzemesi
Namlu malzemesinin seçimi aşağıdakiler de dahil olmak üzere birçok faktöre bağlıdır:
**İşleme performansı: **Malzeme, kolay işleme ve imalat için iyi işleme performansına ve ısıl işlem performansına sahip olmalıdır.
**Aşınma direnci: **Malzeme, plastik parçacıkların aşınmasına karşı iyi bir aşınma direncine sahip olmalıdır.
**Korozyon direnci: **Malzeme, plastik eriyiğinin korozyonuna karşı iyi bir korozyon direncine sahip olmalıdır.
**Mukavemet: **Malzeme, yüksek basınç ve yüksek sıcaklığa dayanabilecek yeterli mukavemete sahip olmalıdır.
Yaygın varil malzemeleri şunları içerir:
45 çelik: İyi kapsamlı bir performansa ve makul bir fiyata sahiptir ve yaygın olarak kullanılan bir varil malzemesidir.
40Cr: Yüksek sertlikte plastiklerin işlenmesi için uygun, yüksek mukavemet ve aşınma direncine sahiptir.
38CrMoAL : Aşındırıcı plastiklerin işlenmesine uygun, yüksek mukavemet ve korozyon direncine sahiptir.
Dökme çelik: Düşük maliyetlidir, büyük varillerin işlenmesine uygundur.
Sünek demir: Cam elyaf takviyeli plastiklerin işlenmesi için uygun, iyi aşınma direncine ve korozyon direncine sahiptir.
Xaloy alaşımı: iyi kapsamlı performansa sahip yeni bir aşınmaya ve korozyona dayanıklı malzeme türüdür, ancak fiyatı yüksektir.
2.2 Namlu et kalınlığının belirlenmesi ve mukavemet hesabı
Namlu duvar kalınlığının belirlenmesi
Namlu duvar kalınlığının belirlenmesinde temel olarak aşağıdaki faktörler dikkate alınır:
**Mukavemet:**Namlu duvar kalınlığı, yüksek basınca ve yüksek sıcaklığa dayanacak kadar yeterli olmalıdır.
**İşlenebilirlik:**Namlu duvar kalınlığının işlenmesi ve üretimi kolay olmalıdır.
**Termal atalet:**Namlu duvar kalınlığı, sıcaklık dalgalanmalarını azaltmak için yeterli termal atalet sağlayabilmelidir.
Namlu mukavemeti hesaplaması
Namlu mukavemeti hesabı kalın cidarlı namlulara göre yapılır. Özel hesaplama yöntemleri için lütfen ilgili standartlara veya spesifikasyonlara bakın.
III. Namlu tasarımı ve üretimi için önlemler
Namlu tasarımı
Namlu tasarlanırken yukarıdaki faktörler tam olarak dikkate alınmalı, uygun malzeme ve yapılar seçilmelidir.
Plastik eriyiğin sızmasını önlemek için varilin sızdırmazlığına dikkat edilmelidir.
Namlunun tamir ve bakımının kolaylığı dikkate alınmalıdır.
Namlu imalatı
Namlu imalatı ilgili standart ve spesifikasyonlara uygun olmalıdır.
Plastik eriyiğin sürtünme direncini azaltmak için namlunun yüzey kaplamasına dikkat edilmelidir.
Gücünü ve aşınma direncini arttırmak için namlunun ısıl işlemine dikkat edilmelidir.
IV. Namlunun bakımı ve bakımı
Namlu bakımı
Namlunun aşınmasını düzenli olarak kontrol edin ve ciddi şekilde aşınmış parçaları zamanında değiştirin.
Plastik eriyiğin kalmasını önlemek için namluyu düzenli olarak temizleyin.
Plastik eriyiğin sızmasını önlemek için namlunun sızdırmazlığını düzenli olarak kontrol edin.
Yaygın namlu arızaları
Aşınma: Bu namlunun en yaygın arızasıdır ve ana nedeni plastik parçacıkların aşınmasıdır.
Korozyon: Bu, namlunun bir başka yaygın arızasıdır ve ana nedeni plastik eriyiğin korozyonudur.
Çatlama: Bu namlunun ciddi bir arızasıdır ve ana nedeni aşırı yük veya aşırı termal strestir.
Namlu sorun giderme yöntemleri
**Aşınma:**Çok aşınmış parçaları değiştirin.
**Korozyon:**Çok aşınmış parçaları değiştirin veya namlunun iç duvarına korozyon önleyici kaplama uygulayın.
**Çatlama:**Çatlak parçaları değiştirin.
